| Главная » Статьи » Голос города |
Расточка коленвалаКоленчатый вал является достаточно дорогостоящей деталью автомобиля, поэтому во многих случаях используют различные методы для продления сроков его службы. В случае обнаружения отклонений размеров и форм подшипников скольжения (шеек) помочь сможет только расточка коленвала. Конечно, можно просто установить новые вкладыши, но это позволит продлить срок службы коленвала на непродолжительное время. А полное восстановление на длительный срок возможно только при проведении капитального ремонта данного узла. Наиболее распространенные отклонения, наличие которые требуют проведения расточки коленвала:
Все данные дефекты возникают при длительной эксплуатации автомобиля, на коленчатый вал приходится очень большая нагрузка. Его выработка происходит значительно быстрее, чем износ других узлов. С учетом этого, коленвал требует особого ухода и тщательного обслуживания. Своевременное посещение сервисного центра позволит обойтись капитальным ремонтом, при этом не потребуется тратить значительных средств на приобретение нового коленвала и его замену. Что обеспечивает расточка коленвала? Самое главное – это возможность полного восстановления рабочих характеристик на прежнем уровне. При данной процедуре корректировка диаметра постели коленвала может составлять 25-150 мм, благодаря чему восстановлению подлежат не только подшипники легковых автомобилей, но и блоки автобусов, тракторов, строительной техники. Благодаря расточке коленвала гарантируется восстановление форм шейки в соответствии с допусками, которые обеспечивают зазоры, необходимые для качественной работы подшипников скольжения. Преимущества осуществления расточки коленчатого вала в нашем сервисе Качественная расточка коленвала возможна только при использовании специализированного оборудования. У нас есть все необходимое, требуемые станки и соответствующие инструменты. Самое сложное, это проверить результат расточки коленвала, и мы знаем как это сделать. Оценить отсутствие биений и целостность структуры металла также можно на нашем оборудовании. С учетом накопленного опыта весь объем работ производится в самые сжатые сроки, при этом предоставляется гарантия на дальнейшее использование восстановленных узлов автомобиля. Благодаря использованию самых современных средств и технологий, практически полностью восстанавливается ресурс прошедших ремонтные работы деталей, что обеспечивает продолжительную длительность их дальнейшей работы с максимальной эффективностью. Наш техсервис производит все необходимые работы в кратчайшие сроки, что предоставляет нам возможность устанавливать минимальные цены на свои услуги. С нашей помощью вы сможете полностью восстановить свой автомобиль, который прослужит еще долгие годы. Цены на расточку коленвала Контактная информация
Расточка коленчатых валовПрайс-лист обновлён: 23.07. Разговоры о постоянных механических и термических нагрузках, которые якобы деформируют коленчатый вал или его постель в иномарках, относятся скорее к отдельным моментам агрессивной эксплуатации. Но, если расточку коленвала современного двигателя японского авто принято в мире автосервиса считать моветоном, то по отношению к отечественной детали – это устоявшаяся практика. Мастера СТО давно научились исправлять недочеты местного автопрома и полностью «доводить до ума» кривошатунные и газораспределительные механизмы. Причины неисправностейЗаводской брак – это одна из причин для поиска мест, где расточить коленвал и восстановить показатели мощности мотора можно в короткие сроки. Как правило, замена коленвала по гарантии – не панацея для мотора в таких случаях. Выправка же детали профессионалами с необходимой заменой сальника коленвала приводит к совершенным показателям производительности. Более распространенным поводом для расточки коленчатого вала становится износ шеек, что в некоторой степени определяет диагностика КШМ еще до полной разборки двигателя. Обязательно понадобится замена коренных и шатунных вкладышей, хонингование постели или даже расточка всей ГБЦ. Некоторые отечественные модели ВАЗ позволяют специалистам расточить коленчатый вал до 4 раз, восполняя зазоры ремонтными вкладышами от 0,25 до 1,5 мм толщиной. По состоянию вкладышей (на новых деталях стоит знак без цифр) можно узнать, осуществлялся ли раньше ремонт коленвала и есть ли место для очередной шлифовки. Как складываются на расточку коленвала цены?Профессиональная услуга данного типа относится к ремонту КШМ на снятом двигателе. Если работы проводятся в комплексе, ориентироваться приходится на сумму цифр прайса СТО напротив услуг по диагностике, разборке, замене сопутствующих расходников (болтов, прокладок и т.д.) и окончательной установке с тест-драйвом. Разумеется, в этом списке на расточку коленвала цена занимает незначительное место. Но если снять коленвал самостоятельно и, проведя проверку, доверить деталь специалисту-токарю, целесообразность шлифовки без замены для отечественного авто не подвергается сомнениям. Существует лишь нюанс с подбором вкладышей после расточки коленвала, когда по адресам магазинов автозапчастей предлагаются исключительно китайские, малоподходящие детали. Сколько стоит профессиональная расточка коленвала?Вопрос, сколько стоит расточить коленвал в автосервисе, упирается лишь в квалификацию мастеров выбранной СТО. Нужно понимать, что профессионализм не позволит пустить на самотек сопутствующие неисправности. Поэтому при обращении полная диагностика системы впуска (выпуска) и обслуживание всего узла проводятся по умолчанию. Отдельные виды ремонта целесообразны лишь как временный метод при предпродажной подготовке автомобиля. Блок цилиндров: растачиваем правильноАлександр Хрулев, кандидат технических наук Качественно отремонтировать блок цилиндров можно только с предварительной расточкой цилиндров перед хонингованием. Практика, тем не менее, показывает, что на этапе растачивания можно допустить ошибки, сводящие на нет все преимущества данной технологии. Что это за ошибки и как их избежать? Попробуем разобраться. Прежде чем строить какие-либо предположения и делать выводы, возьмем и установим блок цилиндров, подлежащий ремонту, на стол расточного станка. На первый взгляд, достаточно найти центр окружности цилиндра, т. е. обеспечить соосность расточной головки и цилиндра, закрепить блок и приступать к расточке. Только давайте не будем торопиться — расточить мы всегда успеем. Сначала лучше подумаем, что бы мы хотели получить в результате этой процедуры. Зачем растачивать блок? Для начала небольшое замечание: если целью растачивания цилиндров избрать только лишь увеличение их размера под ремонтные поршни, то такая игра не стоит свеч — хороший импортный хонинговальный станок, как мы уже показали в статье, опубликованной в № 12/2001, легко избавит нас от операции растачивания вообще. Тогда зачем копья ломать? Тоже понятно — цилиндры могут быть изношены неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, к примеру, к непараллельности осей цилиндров. Подобная картина, кстати, наблюдается не только у блоков отечественных автомобилей, но и у известных иномарок. Так или иначе, но в результате расточки можно выправить геометрию самого кривого блока, другими словами, сделать оси цилиндров взаимно параллельными и одновременно перпендикулярными некоей базовой поверхности. С первой задачей — обеспечением параллельности — обычно проблем не возникает. Как ни ставь блок на станке, как ни растачивай — параллельность будет обеспечена, если, разумеется, блок в процессе ремонта не переустанавливать на столе расточного станка. Со второй задачей дело обстоит много хуже. Главный вопрос — где находится та самая база , т. е. базовая поверхность, относительно которой надо растачивать цилиндры? Ответ, вообще-то. известен — это образующие отверстий подшипников коленчатого вала, так называемая постель. Именно к оси постели коленвала должны быть перпендикулярны оси цилиндров в первую очередь. А во вторую? Нет, давайте все по порядку. Теория вопроса Мысленно представим блок цилиндров в сборе с коленчатым валом, поршнями и шатунами. При вращении коленвала, очевидно, поршни будут совершать возвратно-поступательное движение в цилиндрах. Допустим, оси цилиндров не перпендикулярны оси постели подшипников коленвала. Сразу возникнет несколько очень неприятных явлений. Ось поршня перестанет совпадать с осью цилиндра, и сам поршень в этом случае двигается в цилиндре в перекошенном состоянии. Это приводит к появлению дополнительной силы, изгибающей шатун, и, в конечном счете, к перекосу шатунного подшипника. Да и поршневые кольца в кривом блоке хорошо работать не станут-высокое давление картерных газов и большой расход масла газов двигателю обеспечены. Такая ситуация близка к возникающей при деформации шатуна (непараллельности осей верхней и нижней головок). Естественно, говорить о каком-то ресурсе двигателя с подобными дефектами бессмысленно, также как и о качестве такой работы. Величина неперпендикулярности осей цилиндров к оси коленвала, влияющая на ресурс двигателя, на наш взгляд, весьма невелика и составляет около 0,02—0,04 мм на длине цилиндра. Превысить эти сотки очень просто. К примеру, при установке блока на нижнюю плоскость перед расточкой плоскость забыли очистить от старой прокладки. Один из углов блока приподнялся всего на 0,15—0,2 мм, а результат уже налицо. Или такой пример: на хонинговальном станке цилиндр гонится прямым хонингованием сразу в последний ремонтный размер (+1,0 мм). Перекос оси цилиндра тогда вообще не прогнозируется, но то, что он выйдет за указанные нами пределы, это точно. Получается, что в продольном направлении (вдоль оси коленвала) перекос цилиндров практически недопустим, если мы говорим о качественном ремонте блока цилиндров. Обеспечить это можно только в том случае, если за базу при расточке блока цилиндров брать постель коленвала. Но этого для правильной установки блока недостаточно. В самом деле, постель-то круглая, поэтому в поперечном направлении необходимо привязать блок еще к какой-нибудь базовой поверхности. Такой базой вполне может служить верхняя плоскость блока — по ней можно точно выставить блок на станке так, чтобы оси цилиндров при расточке были перпендикулярны именно этой плоскости. Хотя большой точности здесь не требуется — от поперечного наклона цилиндра будет зависеть лишь минимальный припуск при расточке, обеспечивающий обработку всей поверхности цилиндра. Как растачивают блоки Как известно, теория может быть весьма хороша, но практика вносит свои коррективы. Обычно при расточке блок цилиндров ставят на нижнюю плоскость, полагая, что эта плоскость базовая, т. е. перпендикулярна осям цилиндров и параллельна оси постели коленвала. Далее положение блока на станке проверяют (в некоторых мастерских) по верхней плоскости — в идеале она параллельна нижней и может быть также принята за базу. Иногда идут еще дальше: при поиске центра (оси цилиндра) проверяют с помощью индикатора положение стенки цилиндра по вертикали в двух направлениях — поперечном и продольном. При этом фактически исходят из того, что цилиндр не косит , т. е. за базу выбирают, в конечном счете, образующую цилиндра. Чаще всего никаких лишних измерений и проверок не делают — нет времени. Поэтому ставят блок на нижнюю плоскость и растачивают, настраиваясь по верхней части цилиндра. К сожалению, ничего идеального в действительности не бывает. К примеру, плоскости отдельно взятого блока почему-то далеко не всегда параллельны постели коленвала и друг другу, а перпендикулярность их осям цилиндров — тоже не вполне установленный факт, то есть только гипотеза. И если всю процедуру растачивания цилиндров строить на гипотезах, то любая случайность легко может испортить все дело. Тем более что из каждого правила, не говоря уже о гипотезах, есть исключения. Так или иначе, а получается парадокс: есть блок, есть расточной станок, а правильно расточить цилиндры трудно. Если же делать это совсем неправильно, то и результат непредсказуем — можно не то, что улучшить, а, наоборот, ухудшить геометрию блока. В такой ситуации даже прямое , без расточки, хонингование может показаться благом для блока — оно, по крайней мере, если и ухудшает исходную геометрию, то не сильно, в разумных пределах. Растачиваем? Только от скалки Рассматривая достоинства и недостатки тех или иных способов выверки блока на столе расточного станка, можно сделать однозначный вывод — все они основаны на допущении об идеальности многочисленных базовых поверхностей. Значит, как только одна из поверхностей начинает косить , то результат расточки цилиндров, а точнее, их взаимное расположение относительно оси постелей коленвала, уже нельзя уверенно признать правильным. Где же выход? Да здесь же, под руками. Ведь если нельзя иначе, то почему бы не попробовать растачивать блок непосредственно от постели коленвала? Все, что для этого требуется — шлифованный стержень (скалка) и две опоры. Изготовить эти приспособления совсем несложно, надо только точно выдержать одинаковую высоту опор (это легко достигается их совместной обработкой). Тогда скалка, закрепленная в опорах, при установке на стол станка оказывается параллельной столу с точностью в 0,01 мм (такого не даст ни один из описанных выше способов выверки блока!). Осталось поставить блок цилиндров на скалку. Проверять положение блока в продольном направлении уже не надо — точнее, чем он стоит на скалке, не поставить. А вот в поперечном направлении его положение надо отрегулировать по верхней плоскости прижимами с помощью индикатора. Ну а далее, как обычно: прокатать индикатором по верхней части цилиндра, чтобы найти центр, и растачивать, ни о чем более не беспокоясь. И все. Качество работы гарантировано правильной технологией. Причем скалка универсальна, т. е. подойдет для всех блоков, у которых диаметр постели больше диаметра скалки. И совершенно незаменима для высокооборотных форсированных двигателей, особенно спортивных — для последних альтернативы расточке блока цилиндров от скалки вообще не существует.
Скалка для расточного станка имеет весьма простую конструкцию - шлифованный стержень и две опоры.
Перекос цилиндра в продольном направлении вызывает диагональный износ поршня (пятно контакта (А) юбки с цилиндром, пятно контакта (Б) огневого пояса с цилиндром) и диагональный износ вкладышей (В).
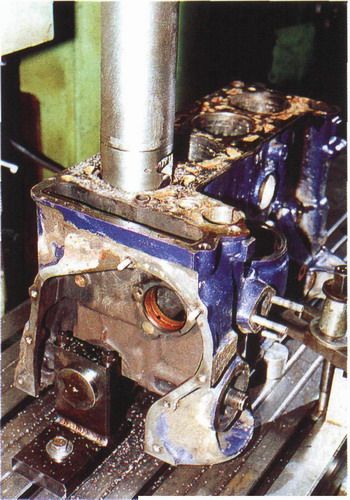
Поставив блок на скалку, необходимо отрегулировать положение блока в поперечном направлении. Поиск центра окружности цилиндра при расточке от скалки ничем не отличается от обычного при расточке от плоскости.
Осталось только расточить блок - качество работы обеспечено правильной технологией. Источники: http://ptc-irk.ru/rastochka-kolenvala/, http://www.mv-avto.ru/rastochka-kolenvala.html, http://www.dvigremont.ru/artblock2.php | |
| Просмотров: 1332 | |


| Всего комментариев: 0 | |